Beverly International Super Pak - 30 Day Item #: BV017UPC: 857254000054
$39.99 $31.99
20% Off Special Offer
SUPER PAK
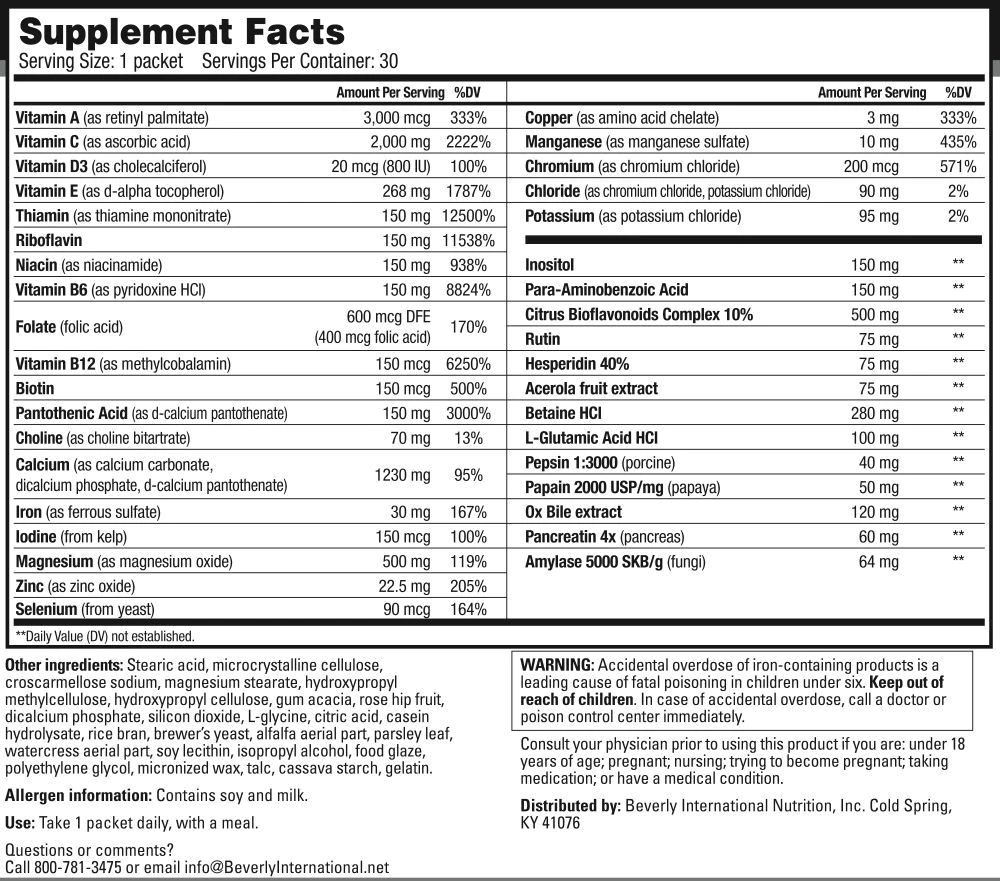
Since 1970, barely a year after the moon landing, Super Pak has been helping hard-training natural physique athletes and others ensure that they get every micronutrient they need, every day. Each presorted daily pack helps you achieve peak performance with super doses of essential vitamins and minerals, food concentrates, enzymes, and more.
When we say "super doses", we mean it. Indeed, it would be difficult to obtain the doses of micronutrients found in Super Pak from whole food alone. Below is just a portion of what you get in each daily pack:
10,000 IU Vitamin A, equivalent to 1 cup of kale
Benefits:
How do I choose between Super Pak and FitTabs?
Why people like it
Take 1 packet daily, with food.
Ironclad Guarantee: Super Pak is backed by our "No Nonsense" money back guarantee. We want you to give yourself time to see results, so try the Super Pak risk free for 60 days. If you are not head over heels satisfied you can return any unused portion for a full, no questions asked, refund.
THESE STATEMENTS HAVE NOT BEEN EVALUATED BY THE FOOD AND DRUG ADMINISTRATION. THIS PRODUCT IS NOT INTENDED TO DIAGNOSE, TREAT, CURE OR PREVENT ANY DISEASE.
More items you might like
Copyright 2019 - 2024 DPS Nutrition
[{"u":"\/b\/486002\/3d-energy-drink.htm","n":"3D Energy Drink"},{"u":"\/b\/486038\/5-hour-energy.htm","n":"5 Hour Energy"},{"u":"\/b\/466\/5-nutrition.htm","n":"5% Nutrition"},{"u":"\/b\/486028\/ab-fx.htm","n":"AB Fx"},{"u":"\/b\/5\/american-bodybuilding.htm","n":"ABB American Bodybuilding"},{"u":"\/b\/486069\/abe-nation.htm","n":"ABE Nation"},{"u":"\/b\/486041\/abl-pharma.htm","n":"ABL Pharma"},{"u":"\/b\/486075\/afterdark.htm","n":"AfterDark"},{"u":"\/b\/486018\/alani-nu-energy-drink.htm","n":"Alani Nu"},{"u":"\/b\/411\/allmax-nutrition.htm","n":"AllMax Nutrition"},{"u":"\/b\/446\/alpha-gainz.htm","n":"Alpha Gainz"},{"u":"\/b\/486023\/alpha-lion.htm","n":"Alpha Lion"},{"u":"\/b\/4\/alri.htm","n":"ALRI"},{"u":"\/b\/486053\/anabar.htm","n":"Anabar"},{"u":"\/b\/486070\/animal-factory.htm","n":"Animal Factory"},{"u":"\/b\/188\/animal-products.htm","n":"ANIMAL Pak"},{"u":"\/b\/9\/ansi.htm","n":"ANSI Nutrition"},{"u":"\/b\/461\/apollon-nutrition.htm","n":"Apollon Nutrition"},{"u":"\/b\/204\/aps-nutrition.htm","n":"APS Nutrition"},{"u":"\/b\/486049\/arms-race-nutrition.htm","n":"Arms Race Nutrition"},{"u":"\/b\/486007\/axe-sledge.htm","n":"Axe & Sledge"},{"u":"\/b\/486037\/axis-labs.htm","n":"Axis Labs"},{"u":"\/b\/486060\/bang-energy.htm","n":"Bang Energy"},{"u":"\/b\/486031\/barebells-protein-bars.htm","n":"Barebells Protein Bars"},{"u":"\/b\/486084\/beast-bites-creatine-gummies.htm","n":"Beast Bites Creatine Gummies"},{"u":"\/b\/15\/beverly-international.htm","n":"Beverly International"},{"u":"\/b\/449\/black-magic-supply-co..htm","n":"Black Magic Supply Co."},{"u":"\/b\/471\/black-market-labs.htm","n":"BlackMarket Labs"},{"u":"\/b\/391\/blackstone-labs.htm","n":"Blackstone Labs"},{"u":"\/b\/1\/ab-fx-cream.htm","n":"Body FX Ab-Fx"},{"u":"\/b\/486039\/bpi-sports.htm","n":"BPI Sports"},{"u":"\/b\/17\/bsn.htm","n":"BSN"},{"u":"\/b\/470\/bucked-up.htm","n":"Bucked Up"},{"u":"\/b\/474\/built-bar.htm","n":"Built Bars"},{"u":"\/b\/486082\/bum-energy.htm","n":"BUM Energy"},{"u":"\/b\/486047\/cbum.htm","n":"CBUM"},{"u":"\/b\/296\/cellucor.htm","n":"Cellucor"},{"u":"\/b\/486017\/celsius-rtd.htm","n":"Celsius RTD"},{"u":"\/b\/457\/chemix.htm","n":"Chemix"},{"u":"\/b\/486019\/chike-nutrition.htm","n":"Chike Nutrition"},{"u":"\/b\/155\/competitive-edge-labs.htm","n":"Competitive Edge Labs CEL"},{"u":"\/b\/214\/con-cret.htm","n":"CON-CR\u0112T Creatine"},{"u":"\/b\/486064\/condemned-labz.htm","n":"Condemned Labz"},{"u":"\/b\/21\/controlled-labs.htm","n":"Controlled Labs"},{"u":"\/b\/312\/convenient-nutrition.htm","n":"Convenient Nutrition"},{"u":"\/b\/142\/core-nutritionals.htm","n":"Core Nutritionals"},{"u":"\/b\/23\/cytosport.htm","n":"Cytosport"},{"u":"\/b\/355\/deluxe-whey.htm","n":"Deluxe Whey Protein"},{"u":"\/b\/30\/dps-nutrition.htm","n":"Dps Nutrition"},{"u":"\/b\/32\/dymatize.htm","n":"Dymatize"},{"u":"\/b\/33\/eas.htm","n":"EAS"},{"u":"\/b\/34\/eclipse.htm","n":"Eclipse Sports Supplements"},{"u":"\/b\/194\/efx-sports.htm","n":"EFX Sports"},{"u":"\/b\/486071\/ephlabs.htm","n":"EHPlabs"},{"u":"\/b\/408\/epg.htm","n":"EPG Extreme Products"},{"u":"\/b\/322\/evomuse.htm","n":"EvoMuse"},{"u":"\/b\/486079\/fit-bar.htm","n":"Fit Bar"},{"u":"\/b\/486048\/fit-butters.htm","n":"Fit Butters"},{"u":"\/b\/412\/fit-crunch.htm","n":"Fit Crunch Bars"},{"u":"\/b\/41\/gaspari-nutrition.htm","n":"Gaspari Nutrition"},{"u":"\/b\/43\/gat.htm","n":"GAT Sport"},{"u":"\/b\/464\/g-code-nutrition.htm","n":"GCode Nutrition"},{"u":"\/b\/486010\/ghost-energy-drink.htm","n":"Ghost Energy"},{"u":"\/b\/44\/gift-certificates.htm","n":"Gift Certificates"},{"u":"\/b\/482\/glaxon.htm","n":"Glaxon"},{"u":"\/b\/486080\/gorilla-mind.htm","n":"Gorilla Mind"},{"u":"\/b\/486059\/grizzly-fitness.htm","n":"Grizzly Fitness"},{"u":"\/b\/485\/hanks-protein-plus.htm","n":"Hank's Protein Plus"},{"u":"\/b\/343\/hardrock-supplements.htm","n":"HardRock Supplements"},{"u":"\/b\/46\/hi-tech-pharmaceuticals.htm","n":"Hi Tech Pharmaceuticals"},{"u":"\/b\/126\/liv-52.htm","n":"Himalaya"},{"u":"\/b\/486062\/hypd-supps.htm","n":"Hypd Supps"},{"u":"\/b\/434\/dermacrine-topical.htm","n":"Iconic Formulations"},{"u":"\/b\/146\/i-force-nutrition.htm","n":"iForce Nutrition"},{"u":"\/b\/472\/innovapharm.htm","n":"InnovaPharm"},{"u":"\/b\/486076\/inspired-nutra.htm","n":"Inspired Nutra"},{"u":"\/b\/447\/iron-legion.htm","n":"Iron Legion"},{"u":"\/b\/415\/isopure.htm","n":"Isopure"},{"u":"\/b\/486074\/jocko-fuel.htm","n":"Jocko Fuel"},{"u":"\/b\/486068\/jst-wrk-energy.htm","n":"JST WRK Energy"},{"u":"\/b\/486056\/jym-supplement-science.htm","n":"JYM Supplement Science"},{"u":"\/b\/407\/kaged-muscle.htm","n":"Kaged Muscle"},{"u":"\/b\/486051\/klout.htm","n":"Klout"},{"u":"\/b\/56\/labrada.htm","n":"Labrada Nutrition"},{"u":"\/b\/483\/legendary-foods.htm","n":"Legendary Foods"},{"u":"\/b\/379\/lenny-larrys-cookies.htm","n":"Lenny & Larry's Cookies"},{"u":"\/b\/486067\/life-extension.htm","n":"Life Extension"},{"u":"\/b\/486057\/liquid-grip.htm","n":"Liquid Grip"},{"u":"\/b\/486044\/liquid-i.v..htm","n":"Liquid I.V."},{"u":"\/b\/486043\/lmnt-elemental-labs.htm","n":"LMNT Elemental Labs"},{"u":"\/b\/58\/man-sports.htm","n":"Man Sports"},{"u":"\/b\/427\/merica-labz.htm","n":"Merica Labz"},{"u":"\/b\/59\/met-rx.htm","n":"Met-Rx"},{"u":"\/b\/286\/metabolic-nutrition.htm","n":"Metabolic Nutrition"},{"u":"\/b\/60\/mhp.htm","n":"MHP"},{"u":"\/b\/61\/molecular-nutrition.htm","n":"Molecular Nutrition"},{"u":"\/b\/385\/muscle-addiction.htm","n":"Muscle Addiction"},{"u":"\/b\/486054\/muscle-milk.htm","n":"Muscle Milk"},{"u":"\/b\/64\/muscle-sandwich.htm","n":"Muscle Sandwich"},{"u":"\/b\/277\/musclemeds.htm","n":"MuscleMeds"},{"u":"\/b\/66\/muscletech.htm","n":"MuscleTech"},{"u":"\/b\/417\/mutant.htm","n":"Mutant"},{"u":"\/b\/486003\/myogenix.htm","n":"Myogenix"},{"u":"\/b\/68\/natures-best.htm","n":"Natures Best"},{"u":"\/b\/72\/now-foods.htm","n":"Now Foods"},{"u":"\/b\/371\/nutrakey.htm","n":"Nutrakey"},{"u":"\/b\/486078\/nutrapur.htm","n":"NutraPUR"},{"u":"\/b\/348\/nuts-n-more.htm","n":"Nuts 'n More"},{"u":"\/b\/486034\/ohana-liquid-protein.htm","n":"Ohana Liquid Protein"},{"u":"\/b\/442\/one-bars.htm","n":"ONE Bars"},{"u":"\/b\/77\/optimum-nutrition.htm","n":"Optimum Nutrition - ON"},{"u":"\/b\/78\/ostrim.htm","n":"Ostrim"},{"u":"\/b\/486066\/panda-supps.htm","n":"Panda Supps"},{"u":"\/b\/398\/performax-labs.htm","n":"Performax Labs"},{"u":"\/b\/253\/pes-performance-enhancing-supplements.htm","n":"PEScience"},{"u":"\/b\/127\/power-crunch-bars.htm","n":"Power Crunch Bars"},{"u":"\/b\/486073\/powered-by-plants.htm","n":"Powered by Plants"},{"u":"\/b\/486083\/premier-protein.htm","n":"Premier Protein"},{"u":"\/b\/486027\/ap-sports-regimen.htm","n":"Prime Bites"},{"u":"\/b\/414\/primeval-labs.htm","n":"Primeval Labs"},{"u":"\/b\/486050\/professor-nutz-peanut-butter.htm","n":"Professor Nutz Peanut Butter"},{"u":"\/b\/486033\/project-ad.htm","n":"Project AD"},{"u":"\/b\/435\/psycho-pharma.htm","n":"Psycho Pharma"},{"u":"\/b\/486085\/pump-sauce.htm","n":"Pump Sauce"},{"u":"\/b\/331\/pure-protein.htm","n":"Pure Protein"},{"u":"\/b\/220\/purus-labs.htm","n":"Purus Labs"},{"u":"\/b\/260\/quest-bar.htm","n":"Quest Nutrition"},{"u":"\/b\/486008\/raw-nutrition.htm","n":"Raw Nutrition"},{"u":"\/b\/418\/redcon1.htm","n":"RedCon1"},{"u":"\/b\/486086\/redefine-foods.htm","n":"Redefine Foods"},{"u":"\/b\/486061\/redline.htm","n":"Redline"},{"u":"\/b\/486013\/repp-sports.htm","n":"Repp Sports"},{"u":"\/b\/486012\/revive-md.htm","n":"Revive"},{"u":"\/b\/486065\/rule-1.htm","n":"Rule 1"},{"u":"\/b\/452\/ryse-supplements.htm","n":"RYSE"},{"u":"\/b\/91\/serious-nutrition-solutions.htm","n":"SNS Serious Nutrition Solutions"},{"u":"\/b\/210\/species-nutrition.htm","n":"Species Nutrition"},{"u":"\/b\/486052\/sport-shaker.htm","n":"SportShaker"},{"u":"\/b\/486035\/train-naked-labs.htm","n":"Train Naked Labs"},{"u":"\/b\/108\/ultimate-nutrition.htm","n":"Ultimate Nutrition"},{"u":"\/b\/109\/universal-nutrition.htm","n":"Universal Nutrition"},{"u":"\/b\/130\/usp-labs.htm","n":"Usp Labs"},{"u":"\/b\/216\/vigor-labs.htm","n":"Vigor Labs"},{"u":"\/b\/370\/vmi-sports.htm","n":"VMI Sports"},{"u":"\/b\/113\/vpx-sports.htm","n":"Vpx Sports"},{"u":"\/b\/463\/xtreme-performance-gels.htm","n":"XPG Xtreme Performance Gels"},{"u":"\/b\/137\/scivation.htm","n":"Xtend"}]
[[{"id":2127,"u":"\/d\/2127\/ip-6-inositol-hexaphosphate.htm","n":"IP-6 Inositol Hexaphosphate"},{"id":2074,"u":"\/d\/2074\/definition.htm","n":"Definition"},{"id":2075,"u":"\/d\/2075\/apigenin.htm","n":"Apigenin"},{"id":2076,"u":"\/d\/2076\/glutathione.htm","n":"Glutathione"},{"id":2077,"u":"\/d\/2077\/spilanthes-acmella.htm","n":"Spilanthes acmella"},{"id":2078,"u":"\/d\/2078\/inflammation.htm","n":"Inflammation"},{"id":2079,"u":"\/d\/2079\/fadogia-agrestis.htm","n":"Fadogia Agrestis"},{"id":2081,"u":"\/d\/2081\/sabroxy.htm","n":"Sabroxy"},{"id":2082,"u":"\/d\/2082\/l-ornithine-l-aspartate.htm","n":"L-Ornithine L-Aspartate"},{"id":2083,"u":"\/d\/2083\/food-based.htm","n":"Food Based"},{"id":2084,"u":"\/d\/2084\/gda.htm","n":"GDA"},{"id":2085,"u":"\/d\/2085\/p-5-p.htm","n":"P-5-P"},{"id":2086,"u":"\/d\/2086\/nitrosigine.htm","n":"Nitrosigine"},{"id":2087,"u":"\/d\/2087\/ripfactor.htm","n":"RipFACTOR"},{"id":2088,"u":"\/d\/2088\/mushroom.htm","n":"Mushroom"},{"id":2089,"u":"\/d\/2089\/whole-food-meal-replacement.htm","n":"Whole Food Meal Replacement"},{"id":2090,"u":"\/d\/2090\/glycerol.htm","n":"Glycerol"},{"id":2091,"u":"\/d\/2091\/psyllium-husk.htm","n":"Psyllium husk"},{"id":2092,"u":"\/d\/2092\/paractin.htm","n":"Paractin"},{"id":2093,"u":"\/d\/2093\/boswella.htm","n":"Boswella"},{"id":2095,"u":"\/d\/2095\/saccharomyces-boulardii.htm","n":"Saccharomyces Boulardii"},{"id":2096,"u":"\/d\/2096\/arjunapure.htm","n":"ArjunaPure"},{"id":2097,"u":"\/d\/2097\/paraxanthine.htm","n":"Paraxanthine"},{"id":2098,"u":"\/d\/2098\/cistanche.htm","n":"Cistanche"},{"id":2099,"u":"\/d\/2099\/r-lipoic-acid.htm","n":"R-Alpha Lipoic Acid"},{"id":2100,"u":"\/d\/2100\/minerals.htm","n":"Minerals"},{"id":2101,"u":"\/d\/2101\/veggies.htm","n":"Veggies"},{"id":2102,"u":"\/d\/2102\/carnivor.htm","n":"Carnivor"},{"id":2103,"u":"\/d\/2103\/beef-liver.htm","n":"Beef Liver"},{"id":2104,"u":"\/d\/2104\/aloe-vera.htm","n":"Aloe Vera"},{"id":2105,"u":"\/d\/2105\/dgl.htm","n":"DGL"},{"id":2106,"u":"\/d\/2106\/liver.htm","n":"Liver"},{"id":2107,"u":"\/d\/2107\/pregnenolone.htm","n":"Pregnenolone"},{"id":2108,"u":"\/d\/2108\/shilajit.htm","n":"Shilajit"},{"id":2109,"u":"\/d\/2109\/nmn.htm","n":"NMN"},{"id":2110,"u":"\/d\/2110\/nsf-certified.htm","n":"NSF Certified"},{"id":2111,"u":"\/d\/2111\/peptistrong.htm","n":"PeptiStrong"},{"id":2112,"u":"\/d\/2112\/energy-shots.htm","n":"Energy Shots"},{"id":2113,"u":"\/d\/2113\/rice.htm","n":"Rice"},{"id":2114,"u":"\/d\/2114\/cleanse.htm","n":"Cleanse"},{"id":2115,"u":"\/d\/2115\/detox.htm","n":"Detox"},{"id":2116,"u":"\/d\/2116\/l-carnosine.htm","n":"L-Carnosine"},{"id":2117,"u":"\/d\/2117\/cashew.htm","n":"Cashew"},{"id":2118,"u":"\/d\/2118\/methyl-folate.htm","n":"Methyl Folate"},{"id":2119,"u":"\/d\/2119\/folate.htm","n":"Folate"},{"id":2120,"u":"\/d\/2120\/theanine.htm","n":"Theanine"},{"id":2121,"u":"\/d\/2121\/suntheanine.htm","n":"Suntheanine"},{"id":2122,"u":"\/d\/2122\/peak-atp.htm","n":"Peak ATP"},{"id":2123,"u":"\/d\/2123\/mens-multi.htm","n":"Men's Multi"},{"id":2124,"u":"\/d\/2124\/valerian.htm","n":"Valerian Root"},{"id":2125,"u":"\/d\/2125\/banaba-leaf-extract.htm","n":"Banaba Leaf Extract"},{"id":2126,"u":"\/d\/2126\/anacyclus-pyrethrum.htm","n":"Anacyclus Pyrethrum"},{"id":2049,"u":"\/d\/2049\/pets.htm","n":"Pets"},{"id":2050,"u":"\/d\/2050\/protein-drinks.htm","n":"Protein Drinks"},{"id":2052,"u":"\/d\/2052\/turkesterone.htm","n":"Turkesterone"},{"id":2053,"u":"\/d\/2053\/inositol.htm","n":"Inositol"},{"id":2054,"u":"\/d\/2054\/reds.htm","n":"Reds"},{"id":2055,"u":"\/d\/2055\/goji.htm","n":"Goji"},{"id":2056,"u":"\/d\/2056\/pomegranate.htm","n":"Pomegranate"},{"id":2048,"u":"\/d\/2048\/bbq-sauce.htm","n":"BBQ Sauce"},{"id":2057,"u":"\/d\/2057\/pastries.htm","n":"Pastries"},{"id":2058,"u":"\/d\/2058\/free-shipping-brands.htm","n":"FREE shipping Brands"},{"id":2060,"u":"\/d\/2060\/brands-at-25-30-off.htm","n":"Brands at 25-30% OFF"},{"id":2062,"u":"\/d\/2062\/chlorophyll.htm","n":"Chlorophyll"},{"id":2064,"u":"\/d\/2064\/chlorella.htm","n":"Chlorella"},{"id":2065,"u":"\/d\/2065\/new-brands.htm","n":"New Brands"},{"id":2066,"u":"\/d\/2066\/gummies.htm","n":"Gummies"},{"id":2067,"u":"\/d\/2067\/epa.htm","n":"EPA"},{"id":2068,"u":"\/d\/2068\/lions-mane.htm","n":"Lion's Mane"},{"id":2069,"u":"\/d\/2069\/hair-skin-nails.htm","n":"Hair, Skin & Nails"},{"id":2070,"u":"\/d\/2070\/symplocos-racemosa-sr10x.htm","n":"Symplocos Racemosa (SR10X)"},{"id":2071,"u":"\/d\/2071\/cocoabuterol.htm","n":"Cocoabuterol"},{"id":2018,"u":"\/d\/2018\/candy.htm","n":"Candy"},{"id":2019,"u":"\/d\/2019\/pantothenic-acid.htm","n":"Pantothenic Acid"},{"id":2020,"u":"\/d\/2020\/vitamin-b-5.htm","n":"Vitamin B-5"},{"id":2021,"u":"\/d\/2021\/electrolytes.htm","n":"Electrolytes"},{"id":2023,"u":"\/d\/2023\/kanna.htm","n":"Kanna"},{"id":2024,"u":"\/d\/2024\/paradoxine.htm","n":"Paradoxine"},{"id":2026,"u":"\/d\/2026\/pine-pollen.htm","n":"Pine Pollen"},{"id":2027,"u":"\/d\/2027\/pea.htm","n":"PEA"},{"id":2028,"u":"\/d\/2028\/copper.htm","n":"Copper"},{"id":2029,"u":"\/d\/2029\/cats-claw.htm","n":"Cat's Claw"},{"id":2030,"u":"\/d\/2030\/andrographis.htm","n":"Andrographis"},{"id":2031,"u":"\/d\/2031\/female-support.htm","n":"Female support"},{"id":2032,"u":"\/d\/2032\/peak-02.htm","n":"Peak 02"},{"id":2033,"u":"\/d\/2033\/blood-pressure.htm","n":"Blood Pressure"},{"id":2034,"u":"\/d\/2034\/kidney-health.htm","n":"Kidney Health"},{"id":2035,"u":"\/d\/2035\/smilax.htm","n":"Smilax"},{"id":2036,"u":"\/d\/2036\/eucommia-ulmoides.htm","n":"Eucommia ulmoides"},{"id":2037,"u":"\/d\/2037\/womens-formulas.htm","n":"Women's formulas"},{"id":2039,"u":"\/d\/2039\/male-formulas.htm","n":"Male formulas"},{"id":2040,"u":"\/d\/2040\/serrapeptase.htm","n":"Serrapeptase"},{"id":2041,"u":"\/d\/2041\/amentoflavone.htm","n":"Amentoflavone"},{"id":2042,"u":"\/d\/2042\/brownie-bars.htm","n":"Brownie bars"},{"id":2043,"u":"\/d\/2043\/citrus-bergamot.htm","n":"Citrus Bergamot"},{"id":2045,"u":"\/d\/2045\/l-baiba.htm","n":"L-BAIBA"},{"id":2046,"u":"\/d\/2046\/mitoburn.htm","n":"Mitoburn"},{"id":2047,"u":"\/d\/2047\/thyroid-support.htm","n":"Thyroid Support"},{"id":1557,"u":"\/d\/1557\/5-htp.htm","n":"5-HTP"},{"id":1558,"u":"\/d\/1558\/7-keto.htm","n":"7-Keto"},{"id":1795,"u":"\/d\/1795\/akg-alpha-ketoglutarate.htm","n":"AAKG"},{"id":1560,"u":"\/d\/1560\/accessories.htm","n":"Accessories"},{"id":1561,"u":"\/d\/1561\/acetyl-l-carnitine.htm","n":"Acetyl-L-Carnitine"},{"id":1937,"u":"\/d\/1937\/adrenal-care.htm","n":"Adrenal Care"},{"id":1765,"u":"\/d\/1765\/agmatine.htm","n":"Agmatine"},{"id":1830,"u":"\/d\/1830\/almond-butter.htm","n":"Almond Butter"},{"id":1932,"u":"\/d\/1932\/almonds.htm","n":"Almonds"},{"id":1832,"u":"\/d\/1832\/alpha-gpc.htm","n":"Alpha GPC"},{"id":1562,"u":"\/d\/1562\/alpha-lipoic-acid.htm","n":"Alpha-Lipoic Acid"},{"id":1563,"u":"\/d\/1563\/amino-acids.htm","n":"Amino Acids"},{"id":1564,"u":"\/d\/1564\/antioxidants.htm","n":"Antioxidants"},{"id":1962,"u":"\/d\/1962\/anxiety-support.htm","n":"Anxiety Support"},{"id":1951,"u":"\/d\/1951\/appetite-control.htm","n":"Appetite Control"},{"id":1913,"u":"\/d\/1913\/apple-cider-vinegar.htm","n":"Apple Cider Vinegar"},{"id":1800,"u":"\/d\/1800\/arachidonic-acid.htm","n":"Arachidonic Acid"},{"id":1567,"u":"\/d\/1567\/arginine-ethyl-ester.htm","n":"Arginine"},{"id":2007,"u":"\/d\/2007\/arjuna.htm","n":"Arjuna"},{"id":1868,"u":"\/d\/1868\/ashwagandha.htm","n":"Ashwagandha"},{"id":1568,"u":"\/d\/1568\/astaxanthin.htm","n":"Astaxanthin"},{"id":1970,"u":"\/d\/1970\/astragalus.htm","n":"Astragalus"},{"id":1957,"u":"\/d\/1957\/bacopa-extract.htm","n":"Bacopa Extract"},{"id":1998,"u":"\/d\/1998\/bar-deals.htm","n":"Bar Deals"},{"id":1569,"u":"\/d\/1569\/bars.htm","n":"Bars"},{"id":1570,"u":"\/d\/1570\/bcaa-recovery-aminos-branch-chained-amino-acids.htm","n":"BCAA"},{"id":1825,"u":"\/d\/1825\/bee-pollen.htm","n":"Bee Pollen"},{"id":1851,"u":"\/d\/1851\/beef-protein.htm","n":"Beef Protein"},{"id":1955,"u":"\/d\/1955\/beet-root.htm","n":"Beet Root"},{"id":1952,"u":"\/d\/1952\/berberine.htm","n":"Berberine"},{"id":1999,"u":"\/d\/1999\/bergamot.htm","n":"Bergamot"},{"id":1572,"u":"\/d\/1572\/beta-alanine.htm","n":"Beta-Alanine"},{"id":1995,"u":"\/d\/1995\/beta-sitosterol.htm","n":"Beta-Sitosterol"},{"id":1976,"u":"\/d\/1976\/betaine-hcl.htm","n":"Betaine"},{"id":1912,"u":"\/d\/1912\/biotin.htm","n":"Biotin"},{"id":1760,"u":"\/d\/1760\/blowout-products.htm","n":"Blowouts & Overstocks"},{"id":2008,"u":"\/d\/2008\/bone-broth.htm","n":"Bone Broth"},{"id":2001,"u":"\/d\/2001\/borage-oil.htm","n":"Borage Oil"},{"id":1577,"u":"\/d\/1577\/boron.htm","n":"Boron"},{"id":1808,"u":"\/d\/1808\/bromelain.htm","n":"Bromelain"},{"id":1816,"u":"\/d\/1816\/bulbine-natalensis.htm","n":"Bulbine Natalensis"},{"id":1578,"u":"\/d\/1578\/caffeine-energy-preworkout-stay-alert-capsules.htm","n":"Caffeine"},{"id":1579,"u":"\/d\/1579\/calcium.htm","n":"Calcium"},{"id":1872,"u":"\/d\/1872\/calcium-d-glucarate.htm","n":"Calcium D-Glucarate"},{"id":1580,"u":"\/d\/1580\/carb-products.htm","n":"Carbohydrate Products"},{"id":1581,"u":"\/d\/1581\/casein.htm","n":"Casein Protein"},{"id":1956,"u":"\/d\/1956\/cereal.htm","n":"Cereal"},{"id":1997,"u":"\/d\/1997\/chips.htm","n":"Chips"},{"id":1783,"u":"\/d\/1783\/cholesterol-support.htm","n":"Cholesterol Support"},{"id":1831,"u":"\/d\/1831\/choline.htm","n":"Choline"},{"id":1584,"u":"\/d\/1584\/chondroitin.htm","n":"Chondroitin"},{"id":1585,"u":"\/d\/1585\/chromium.htm","n":"Chromium"},{"id":1772,"u":"\/d\/1772\/cinnamon.htm","n":"Cinnamon"},{"id":1588,"u":"\/d\/1588\/cissus.htm","n":"Cissus"},{"id":1589,"u":"\/d\/1589\/citrulline.htm","n":"Citrulline"},{"id":1590,"u":"\/d\/1590\/cla.htm","n":"CLA"},{"id":1591,"u":"\/d\/1591\/clothing.htm","n":"Clothing"},{"id":1920,"u":"\/d\/1920\/coffee.htm","n":"Coffee"},{"id":1938,"u":"\/d\/1938\/collagen.htm","n":"Collagen"},{"id":1864,"u":"\/d\/1864\/colostrum.htm","n":"Colostrum"},{"id":1846,"u":"\/d\/1846\/cookies.htm","n":"Cookies"},{"id":1593,"u":"\/d\/1593\/coenzyme-q10.htm","n":"CoQ10 Coenzyme Q10"},{"id":1996,"u":"\/d\/1996\/cortisol-support.htm","n":"Cortisol Support"},{"id":1597,"u":"\/d\/1597\/creatine.htm","n":"Creatine"},{"id":1596,"u":"\/d\/1596\/creatine-hcl.htm","n":"Creatine HCl"},{"id":2073,"u":"\/d\/2073\/creatine-specials.htm","n":"Creatine Specials"},{"id":1759,"u":"\/d\/1759\/curcumin.htm","n":"Curcumin"},{"id":1941,"u":"\/d\/1941\/cycle-support.htm","n":"Cycle Support"},{"id":1758,"u":"\/d\/1758\/d-aspartic-acid.htm","n":"DAA - D-Aspartic Acid"},{"id":1885,"u":"\/d\/1885\/dandelion-root.htm","n":"Dandelion Root"},{"id":1983,"u":"\/d\/1983\/deer-antler.htm","n":"Deer Antler"},{"id":1598,"u":"\/d\/1598\/dessicated-liver.htm","n":"Dessicated Liver"},{"id":1972,"u":"\/d\/1972\/dextrose.htm","n":"Dextrose"},{"id":1974,"u":"\/d\/1974\/dha.htm","n":"DHA"},{"id":1599,"u":"\/d\/1599\/dhea.htm","n":"DHEA"},{"id":1775,"u":"\/d\/1775\/digestive-aids.htm","n":"Digestive Aids"},{"id":1821,"u":"\/d\/1821\/dim.htm","n":"DIM"},{"id":1766,"u":"\/d\/1766\/diuretics.htm","n":"Diuretics"},{"id":1601,"u":"\/d\/1601\/dmae.htm","n":"DMAE"},{"id":1945,"u":"\/d\/1945\/e-sports-gaming-supplements.htm","n":"E Sports Gaming Supplements"},{"id":1907,"u":"\/d\/1907\/eaas.htm","n":"EAA's Essential Amino Acids"},{"id":1602,"u":"\/d\/1602\/ecdysterone.htm","n":"Ecdysterone"},{"id":1991,"u":"\/d\/1991\/echinacea.htm","n":"Echinacea"},{"id":1604,"u":"\/d\/1604\/efa.htm","n":"EFA"},{"id":1605,"u":"\/d\/1605\/egg-protein.htm","n":"Egg Protein"},{"id":1988,"u":"\/d\/1988\/elderberry.htm","n":"Elderberry"},{"id":1756,"u":"\/d\/1756\/endurance.htm","n":"Endurance"},{"id":1980,"u":"\/d\/1980\/energy-drinks.htm","n":"Energy Drinks"},{"id":1744,"u":"\/d\/1744\/energy-products.htm","n":"Energy Products"},{"id":1981,"u":"\/d\/1981\/epicatechin.htm","n":"Epicatechin"},{"id":1786,"u":"\/d\/1786\/anti-estrogen.htm","n":"Estrogen Control"},{"id":1753,"u":"\/d\/1753\/fat-loss-products.htm","n":"Fat Loss Products"},{"id":1611,"u":"\/d\/1611\/fenugreek.htm","n":"Fenugreek"},{"id":1612,"u":"\/d\/1612\/fiber.htm","n":"Fiber"},{"id":1614,"u":"\/d\/1614\/fish-oil.htm","n":"Fish Oil"},{"id":1615,"u":"\/d\/1615\/flax-seed.htm","n":"Flax Seed"},{"id":1856,"u":"\/d\/1856\/focus.htm","n":"Focus"},{"id":1616,"u":"\/d\/1616\/folic-acid.htm","n":"Folic Acid"},{"id":1617,"u":"\/d\/1617\/forskolin.htm","n":"Forskolin"},{"id":1993,"u":"\/d\/1993\/fruits.htm","n":"Fruits"},{"id":1619,"u":"\/d\/1619\/gaba.htm","n":"GABA"},{"id":1948,"u":"\/d\/1948\/gaming.htm","n":"Gaming"},{"id":1620,"u":"\/d\/1620\/gift-certificates.htm","n":"Gift Certificates"},{"id":1621,"u":"\/d\/1621\/ginkgo-biloba.htm","n":"Ginkgo Biloba"},{"id":2011,"u":"\/d\/2011\/glucomannan.htm","n":"Glucomannan"},{"id":1625,"u":"\/d\/1625\/glucosamine-sulfate.htm","n":"Glucosamine"},{"id":1915,"u":"\/d\/1915\/glucose-disposal.htm","n":"Glucose Support"},{"id":1626,"u":"\/d\/1626\/glutamine.htm","n":"Glutamine"},{"id":1883,"u":"\/d\/1883\/gotu-kola.htm","n":"Gotu Kola"},{"id":1802,"u":"\/d\/1802\/grape-seed-extract.htm","n":"Grape Seed Extract"},{"id":1781,"u":"\/d\/1781\/green-coffee-bean-extract.htm","n":"Green Coffee Bean Extract"},{"id":1631,"u":"\/d\/1631\/green-tea.htm","n":"Green Tea"},{"id":1632,"u":"\/d\/1632\/greens-food.htm","n":"Greens"},{"id":2009,"u":"\/d\/2009\/gut-health.htm","n":"Gut Health"},{"id":1986,"u":"\/d\/1986\/heart-health.htm","n":"Heart Health"},{"id":1939,"u":"\/d\/1939\/higenamine.htm","n":"Higenamine"},{"id":1640,"u":"\/d\/1640\/hmb.htm","n":"HMB"},{"id":1643,"u":"\/d\/1643\/horny-goat-weed.htm","n":"Horny Goat Weed"},{"id":1774,"u":"\/d\/1774\/humanofort.htm","n":"Humanofort"},{"id":1879,"u":"\/d\/1879\/hyaluronic-acid.htm","n":"Hyaluronic Acid"},{"id":1882,"u":"\/d\/1882\/hydration.htm","n":"Hydration"},{"id":1975,"u":"\/d\/1975\/immune-support.htm","n":"Immune Support"},{"id":1969,"u":"\/d\/1969\/indole-3-carbinol-i3c.htm","n":"Indole-3-Carbinol I3C"},{"id":1909,"u":"\/d\/1909\/intra-workout.htm","n":"Intra Workout"},{"id":1648,"u":"\/d\/1648\/iron.htm","n":"Iron"},{"id":1649,"u":"\/d\/1649\/isolate-whey-protein.htm","n":"Isolate Protein"},{"id":1933,"u":"\/d\/1933\/jerky.htm","n":"Jerky"},{"id":1789,"u":"\/d\/1789\/joint-formulas.htm","n":"Joint Formulas"},{"id":1918,"u":"\/d\/1918\/keto-products.htm","n":"Keto Products"},{"id":1652,"u":"\/d\/1652\/kre-alkalyn.htm","n":"Kre-Alkalyn"},{"id":1828,"u":"\/d\/1828\/krill-oil.htm","n":"Krill Oil"},{"id":1961,"u":"\/d\/1961\/ksm-66.htm","n":"KSM-66","i":"dept\/logo-img-4x_1595877971-0.jpg"},{"id":1653,"u":"\/d\/1653\/l-arginine.htm","n":"L-Arginine"},{"id":1654,"u":"\/d\/1654\/l-carnitine.htm","n":"L-Carnitine"},{"id":1655,"u":"\/d\/1655\/l-dopa.htm","n":"L-Dopa"},{"id":2016,"u":"\/d\/2016\/l-glycine.htm","n":"L-Glycine"},{"id":1656,"u":"\/d\/1656\/l-leucine.htm","n":"L-Leucine"},{"id":1657,"u":"\/d\/1657\/l-lysine.htm","n":"L-Lysine"},{"id":1835,"u":"\/d\/1835\/l-ornithine.htm","n":"L-Ornithine"},{"id":1921,"u":"\/d\/1921\/l-phenylalanine.htm","n":"L-Phenylalanine"},{"id":2010,"u":"\/d\/2010\/l-theanine.htm","n":"L-Theanine"},{"id":1923,"u":"\/d\/1923\/l-tryptophan.htm","n":"L-Tryptophan"},{"id":1659,"u":"\/d\/1659\/l-tyrosine.htm","n":"L-Tyrosine"},{"id":2005,"u":"\/d\/2005\/lecithin.htm","n":"Lecithin"},{"id":1768,"u":"\/d\/1768\/libido.htm","n":"Libido"},{"id":1761,"u":"\/d\/1761\/liver-detox.htm","n":"Liver Protection"},{"id":1662,"u":"\/d\/1662\/longjack.htm","n":"Longjack"},{"id":1922,"u":"\/d\/1922\/lutein.htm","n":"Lutein"},{"id":1663,"u":"\/d\/1663\/lycopene.htm","n":"Lycopene"},{"id":1664,"u":"\/d\/1664\/maca.htm","n":"Maca"},{"id":1954,"u":"\/d\/1954\/macadamia-nut-oil.htm","n":"Macadamia Nut Oil"},{"id":1854,"u":"\/d\/1854\/magnesium.htm","n":"Magnesium"},{"id":1973,"u":"\/d\/1973\/maltodextrin.htm","n":"Maltodextrin"},{"id":1897,"u":"\/d\/1897\/mct-oil.htm","n":"MCT"},{"id":1764,"u":"\/d\/1764\/meal-replacement-mrps.htm","n":"Meal Replacement MRP's"},{"id":1668,"u":"\/d\/1668\/melatonin.htm","n":"Melatonin"},{"id":1672,"u":"\/d\/1672\/milk-thistle.htm","n":"Milk Thistle"},{"id":1989,"u":"\/d\/1989\/mk-7-vitamin-k.htm","n":"MK-7 Vitamin K"},{"id":1675,"u":"\/d\/1675\/msm.htm","n":"MSM"},{"id":1673,"u":"\/d\/1673\/mucuna.htm","n":"Mucuna"},{"id":1674,"u":"\/d\/1674\/multivitamins.htm","n":"Multi Vitamins"},{"id":1827,"u":"\/d\/1827\/n-acetyl-cysteine-nac.htm","n":"NAC N-Acetyl Cysteine"},{"id":1896,"u":"\/d\/1896\/nadh.htm","n":"NAD"},{"id":1979,"u":"\/d\/1979\/nattokinase.htm","n":"Nattokinase"},{"id":1898,"u":"\/d\/1898\/natural-protein.htm","n":"Natural Protein"},{"id":1806,"u":"\/d\/1806\/new-products.htm","n":"New & Coming Soon"},{"id":1874,"u":"\/d\/1874\/niacin.htm","n":"Niacin"},{"id":1676,"u":"\/d\/1676\/no2-nitric-oxide.htm","n":"NO2 Nitric Oxide Boosters"},{"id":1966,"u":"\/d\/1966\/nootropics.htm","n":"Nootropics"},{"id":1833,"u":"\/d\/1833\/oatmeal.htm","n":"Oatmeal"},{"id":1678,"u":"\/d\/1678\/omega-3.htm","n":"Omega-3 Fish Oil"},{"id":1860,"u":"\/d\/1860\/optimum-nutrition-specials.htm","n":"Optimum Nutrition - Specials"},{"id":1894,"u":"\/d\/1894\/paba.htm","n":"PABA"},{"id":1992,"u":"\/d\/1992\/paleo.htm","n":"Paleo"},{"id":1788,"u":"\/d\/1788\/pancake-mix.htm","n":"Pancake Mix"},{"id":1787,"u":"\/d\/1787\/post-cycle-support.htm","n":"PCT Post Cycle Support"},{"id":1826,"u":"\/d\/1826\/pea-protein.htm","n":"Pea Protein"},{"id":1763,"u":"\/d\/1763\/peanut-butter-products.htm","n":"Peanut Butter Products"},{"id":1968,"u":"\/d\/1968\/phosphatidic-acid-pa.htm","n":"Phosphatidic acid (PA)"},{"id":1684,"u":"\/d\/1684\/phosphatidyl-serine.htm","n":"Phosphatidylserine"},{"id":1861,"u":"\/d\/1861\/plant-protein.htm","n":"Plant Based Protein"},{"id":1743,"u":"\/d\/1743\/recovery.htm","n":"Post Workout - Recovery"},{"id":1687,"u":"\/d\/1687\/potassium.htm","n":"Potassium"},{"id":1754,"u":"\/d\/1754\/preworkout-formulas.htm","n":"Pre Workout"},{"id":1971,"u":"\/d\/1971\/pre-workout-stimulant-free.htm","n":"Pre Workout - Stimulant Free"},{"id":1940,"u":"\/d\/1940\/prebiotic.htm","n":"Prebiotic"},{"id":2006,"u":"\/d\/2006\/primrose-oil.htm","n":"Primrose Oil"},{"id":1814,"u":"\/d\/1814\/probiotic.htm","n":"Probiotic"},{"id":1942,"u":"\/d\/1942\/prolactin-control.htm","n":"Prolactin control"},{"id":1750,"u":"\/d\/1750\/prostate-formulas.htm","n":"Prostate Formulas"},{"id":1959,"u":"\/d\/1959\/protein-blends.htm","n":"Protein Blends"},{"id":1880,"u":"\/d\/1880\/protein-deals.htm","n":"Protein Special Offers"},{"id":1689,"u":"\/d\/1689\/protein-powders.htm","n":"Protein Powders"},{"id":1762,"u":"\/d\/1762\/pudding.htm","n":"Pudding"},{"id":1960,"u":"\/d\/1960\/pump-products.htm","n":"Pump products"},{"id":1904,"u":"\/d\/1904\/pycnogenol.htm","n":"Pycnogenol"},{"id":1934,"u":"\/d\/1934\/quercetin.htm","n":"Quercetin"},{"id":1691,"u":"\/d\/1691\/raspberry-ketone.htm","n":"Raspberry Ketones"},{"id":1692,"u":"\/d\/1692\/ready-to-drink-rtd.htm","n":"Ready To Drink RTD's"},{"id":1935,"u":"\/d\/1935\/recovery.htm","n":"Recovery"},{"id":1863,"u":"\/d\/1863\/red-yeast-rice.htm","n":"Red Yeast Rice"},{"id":1771,"u":"\/d\/1771\/relora.htm","n":"Relora"},{"id":1693,"u":"\/d\/1693\/resveratrol.htm","n":"Resveratrol"},{"id":1839,"u":"\/d\/1839\/rhodiola.htm","n":"Rhodiola"},{"id":2002,"u":"\/d\/2002\/ribose.htm","n":"Ribose"},{"id":1695,"u":"\/d\/1695\/same.htm","n":"SAMe"},{"id":1696,"u":"\/d\/1696\/saw-palmetto.htm","n":"Saw Palmetto"},{"id":1785,"u":"\/d\/1785\/sexual-health.htm","n":"Sexual Health"},{"id":1699,"u":"\/d\/1699\/shaker-bottles.htm","n":"Shaker Bottles"},{"id":1701,"u":"\/d\/1701\/silymarin.htm","n":"Silymarin"},{"id":1752,"u":"\/d\/1752\/sleep-products.htm","n":"Sleep Products"},{"id":1927,"u":"\/d\/1927\/snacks.htm","n":"Snacks"},{"id":1994,"u":"\/d\/1994\/spirulina.htm","n":"Spirulina"},{"id":1705,"u":"\/d\/1705\/stevia.htm","n":"Stevia"},{"id":1982,"u":"\/d\/1982\/stinging-nettle.htm","n":"Stinging Nettle"},{"id":1706,"u":"\/d\/1706\/straps.htm","n":"Straps"},{"id":1963,"u":"\/d\/1963\/stress-support.htm","n":"Stress Support"},{"id":1914,"u":"\/d\/1914\/super-food.htm","n":"Superfoods"},{"id":1658,"u":"\/d\/1658\/l-taurine.htm","n":"Taurine"},{"id":1784,"u":"\/d\/1784\/testosterone-boosters.htm","n":"Testosterone Support"},{"id":1889,"u":"\/d\/1889\/teacrine.htm","n":"Theacrine"},{"id":1845,"u":"\/d\/1845\/tonalin.htm","n":"Tonalin"},{"id":1844,"u":"\/d\/1844\/tongkat-ali.htm","n":"Tongkat Ali"},{"id":1984,"u":"\/d\/1984\/topicals.htm","n":"Topicals"},{"id":1713,"u":"\/d\/1713\/tribulus.htm","n":"Tribulus"},{"id":1848,"u":"\/d\/1848\/tudca.htm","n":"TUDCA"},{"id":1811,"u":"\/d\/1811\/turmeric.htm","n":"Turmeric"},{"id":1876,"u":"\/d\/1876\/twinpack-specials.htm","n":"TWINPACK Specials"},{"id":1936,"u":"\/d\/1936\/ubiquinol.htm","n":"Ubiquinol"},{"id":1870,"u":"\/d\/1870\/uc-ii.htm","n":"UC II"},{"id":1717,"u":"\/d\/1717\/vanadyl-sulfate.htm","n":"Vanadyl Sulfate"},{"id":1946,"u":"\/d\/1946\/vaso-6.htm","n":"VASO6"},{"id":1873,"u":"\/d\/1873\/vegan-protein.htm","n":"Vegan"},{"id":1721,"u":"\/d\/1721\/vitamin-b.htm","n":"Vitamin B"},{"id":2000,"u":"\/d\/2000\/vitamin-b-1.htm","n":"Vitamin B-1"},{"id":1809,"u":"\/d\/1809\/vitamin-b-12.htm","n":"Vitamin B-12"},{"id":1794,"u":"\/d\/1794\/vitamin-b-6.htm","n":"Vitamin B-6"},{"id":1722,"u":"\/d\/1722\/vitamin-c.htm","n":"Vitamin C"},{"id":1723,"u":"\/d\/1723\/vitamin-d.htm","n":"Vitamin D"},{"id":1724,"u":"\/d\/1724\/vitamin-e.htm","n":"Vitamin E"},{"id":1926,"u":"\/d\/1926\/vitamin-k.htm","n":"Vitamin K"},{"id":1725,"u":"\/d\/1725\/waxy-maize.htm","n":"Waxy Maize"},{"id":1757,"u":"\/d\/1757\/weight-gainers.htm","n":"Weight Gainers"},{"id":1726,"u":"\/d\/1726\/whey-protein.htm","n":"Whey Protein"},{"id":1727,"u":"\/d\/1727\/whey-protein-isolate.htm","n":"Whey Protein Isolate"},{"id":1731,"u":"\/d\/1731\/wraps.htm","n":"Wraps & Straps"},{"id":1847,"u":"\/d\/1847\/zinc.htm","n":"Zinc"},{"id":1735,"u":"\/d\/1735\/zma.htm","n":"ZMA"}]]